Les pièces réalisées par la PFT et par les entreprises voisines ont des formes qui se complexifient. Le contrôle de la conformité de ces surfaces et volumes devient très long et ne donne, parfois, qu’une image partielle de ces formes.
Par exemple les formes que nous réalisons en formage incrémental sont toujours des surfaces complexes sur des matériaux métalliques aluminium, inox, acier.
Ces pièces que nous livrons sont partiellement contrôlées sur une machine à mesurer qui ne nous permet qu’une exploration partielle des surfaces et nous demande un temps de contrôle très long. Nous souhaitons réaliser un contrôle plus rigoureux et si possible sur la machine pour pouvoir faire des retouches.
Le système de mesure sans contact apparaît comme être le produit le plus adapté avec un temps de mise en œuvre très court qui nous donne une image complète de la surface pour pouvoir la comparer au modèle numérique. Ces opérations de contrôle doivent pouvoir se réaliser « in situ ».
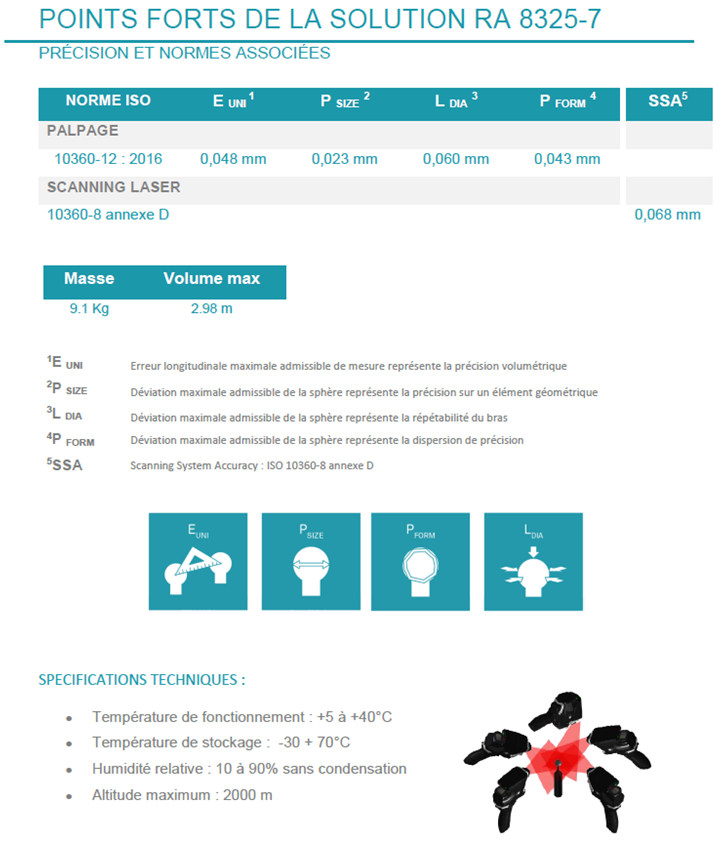
Les principales caractéristiques de la solution HEXAGON :
Bras de mesure7 axes avec scanner, taille2.5m (portée max 2.98m)
Précision en palpage <0.05mm, selon norme ISO 10360-12
Précision en scan <0.07mm, selon norme ISO 10360-8 Annexe D
Vitesse de scan > 750 000 pts/sec et résolutionjusqu’à0.011mm
Palpeurs et scanner amovibles et repositionnables sans recalibrage
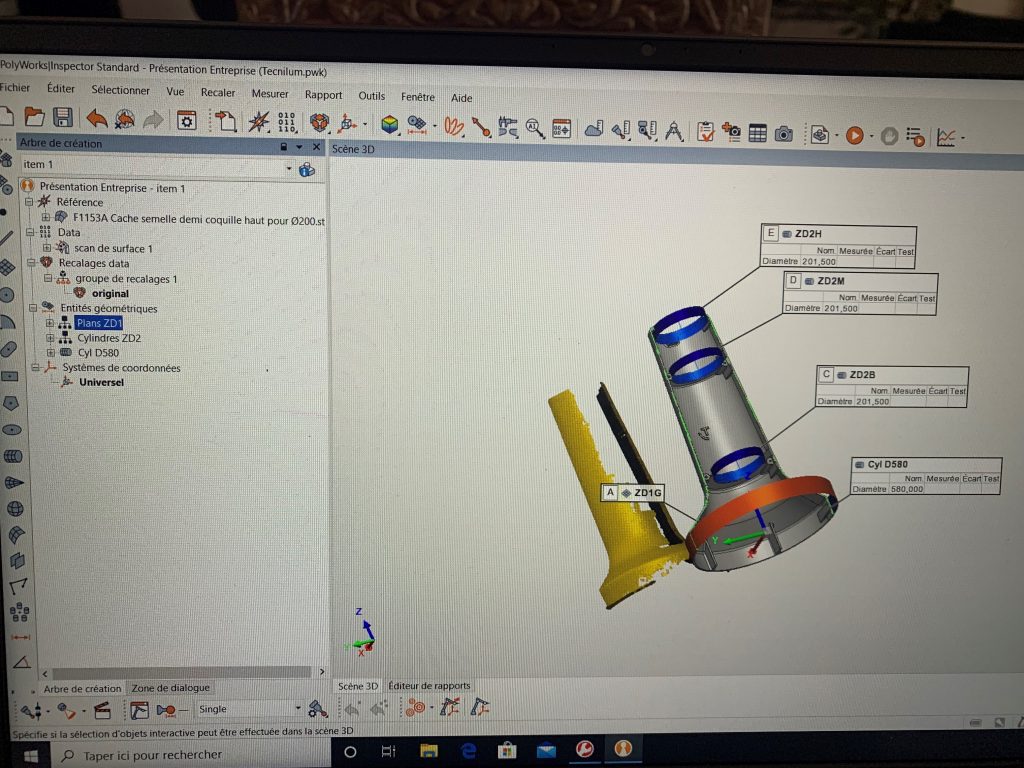
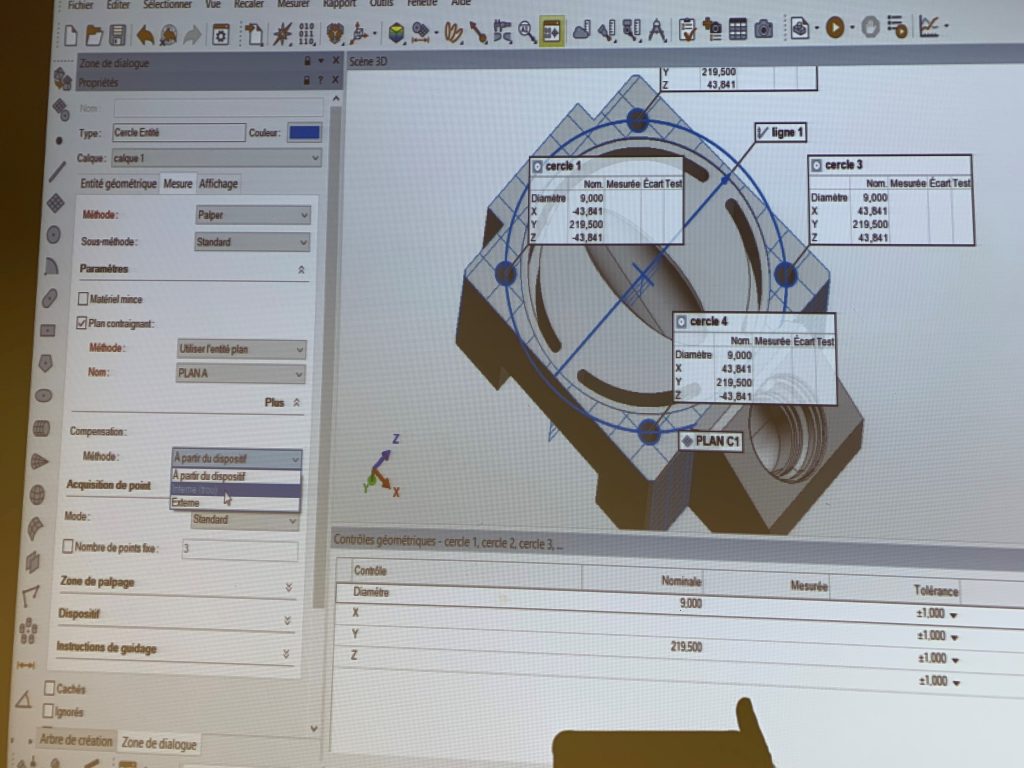
Contrôle géométrique :
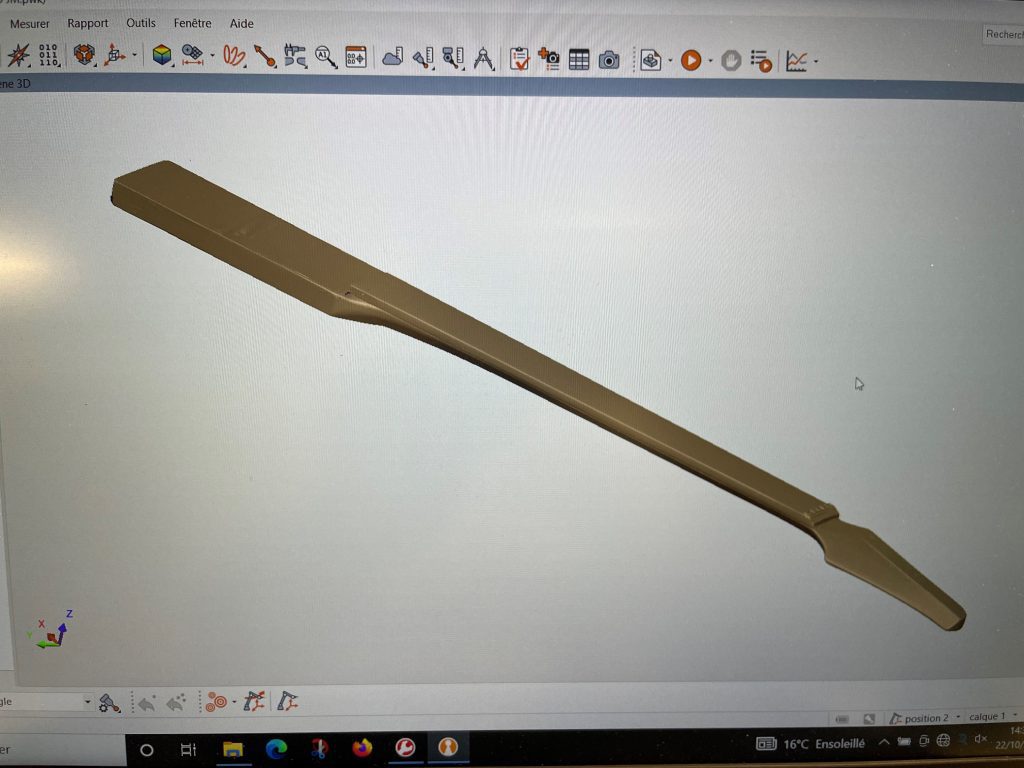
Scan - rétro conception :
Système de mise en sécurité et verrouillage du bras
Ecran la poignée du bras pour faciliter les mesures
Etalons pour vérification du bras en répétabilité, précision volumétrique, et scan
Logiciel Polyworks Inspector Premium pour toutes les mesures de palpage et de scan
Cellule robotisée KUKA KRC 500 MT Outils fixes carbure Table de formage capacité maximale 800 x 600 mm Déformation négative avec ou sans matrice. Intégrateur Tecnalia
Tête d’usinage 15 kW – 27 000 tr Table tournante (axe 7) capacité maximale 1200 x 800 x 600 mm
Formage :
Le procédé de formage incrémental est basé sur la déformation plastique graduelle d’une tôle (dont le pourtour est fixe sur un outillage) avec l’aide d’un poinçon qui décrit une trajectoire continue, contrôlée numériquement.
Les principaux éléments du procédé sont:
Système de fixation de la tôle
Outil poinçon
Contrôle numérique de la trajectoire de l’outil.
C’est un procédé pour la fabrication rapide et économique de prototypes ou séries courtes (temps de fabrication longs), y compris de pièces à géométries complexes.
Matériaux : Aluminium, acier, inoxydables, titane, alliages base nickel Épaisseurs : jusqu’à 6mm Al, 3mm Ti Cellule : 2mm Al, 1mm aciers, 0,5 base nickel Capacité tôles : jusqu’à 800 x 600 mm
Il existe différentes configurations du procédé, en fonction de la géométrie à réaliser :
système de fixation de la tôle mobile,
utilisation d’une matrice complète ou partielle (bois ou résine)